![]() Téléchargez la brochure
Téléchargez la brochure
Introduction sur le soudage de pièces plastiques par laser
Le soudage de pièces thermoplastiques est une opération qui permet de réunir
entre elles et de façon irréversible deux ou plusieurs pièces sans emploi d'une
matière d'apport. La méthode utilisée pour l'assemblage consiste à élever la
température sur les plans de joints jusqu'au point de fusion. Les parties
chauffées sont mise en pression l'une contre l'autre et se retrouvent alors
soudées entre elles. La température de fusion des pièces à souder doit être du
même ordre de grandeur.
La friction et les ultrasons sont des techniques de soudage traditionnellement
utilisées.
Le soudage par laser est une nouvelle technique qui s'est imposée depuis la
généralisation des lasers à diodes de grande puissance. Le résultat avec une
soudure laser est parfaitement étanche et est au moins deux fois plus solide
qu'une soudure ultrasons.
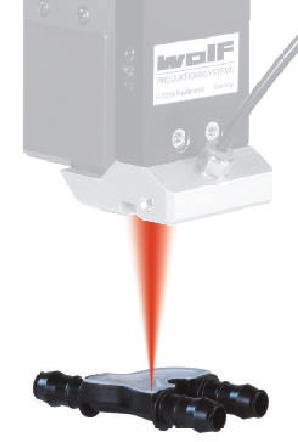
Principe du soudage par laser
La matière de la pièce qui est la plus proche de la source laser doit être
transparente aux rayons du laser. La transparence ou le coefficient de
transmission doit être supérieur à 10%. La matière de la
pièce la plus éloignée de la source laser doit être absorbante. La température
du matériau absorbant va s'élever jusqu'à la fusion et va fondre par conduction
le matériau transparent. Les pièces doivent être mises en pression entre elles
pendant le tir laser. L'asservissement du soudage laser peut être
contrôlé mécaniquement ou à l'aide de rayons infrarouges (IR). La largeur du
cordon de soudure est paramétrable.
Domaine d'application des robots thermoplastiques Wolf
Les robots laser Wolf sont utilisés pour du soudage de
composants de petites ou moyennes dimensions et n'excédant pas la taille d'une
palette de 500 x 500 mm.
L'industrie automobile est le principal domaine d'application des robots
Wolf. Le soudage au laser y est adapté car le résultat est parfaitement
étanche, ce qui protège les pièces
sensibles contre les liquides et les poussières.
De plus, la technique laser permet de souder des
boîtiers ayant des formes géométriques complexes.
Deux technologies sont possibles
1. Soudure laser en mode quasi-simultané
Utilisation d'un laser à diodes de forte puissance (200 ou 350 Watt). Le
faisceau Laser effectue un balayage rapide de la forme de soudure.
Le balayage du faisceau laser par des miroirs galvanométriques permet de
déplacer le faisceau laser à très grande vitesse sur la ligne de forme. Une
pression est exercée sur les deux pièces. Une zone d'écrasement peut être
prévue.
La mesure de l'écrasement permet de réguler le procédé, ce qui garanti la
performance du process et sa reproductibilité.
La répartition de l'énergie est homogène sur tout le contour de la soudure.
Pour l'assemblage des thermoplastiques, le soudage quasi simultané par
opposition au soudage laser en mode contour
(chap 2.) assure une élévation progressive et homogène de la température,
élimine les éventuelles distorsions,
et peut être adapté à n'importe quelle forme.
Description de l'unité laser quasi-simultané Wolf
:
Laser à diodes 200Watt ou 350Watt, 805-810nm
La forme du rayon laser est générée par un scanner galvanométrique à
miroirs.
2. Soudure laser en mode contour
Le faisceau Laser effectue le contour de la forme de soudure avec une vitesse
comprise entre 20 à 40 mm/secondes.
Le déplacement du Laser est réalisé par un motorisation.
Une pression est exercée sur les deux pièces.
Le coût de l'équipement est nettement inférieur à un équipement de soudure en
mode quasi-simultané (jusqu'à -50%).
La station de soudage par laser contour utilise généralement les deux principes
suivants :
- La source laser est montée sur un robot Y/X qui déplace le rayon du laser sur
le contour du plan de joint de l'assemblage.
- Le laser est monté sur un bloc optique rotatif Rotation-Optic. Cela
permet de souder des pièces de formes circulaires ou cylindriques.
Description de l'unité laser contour Wolf
:
Laser à diodes 50 Watt ou 75 Watt, 808nm
Avantages du soudage par laser :











| Codes des principaux plastiques | ||
| code |
nom français
(nom anglais) |
type de matière |
| ABS |
Acrylonitrile butadiène styrène
(Acrylonitrile Butadiene Styrene) |
thermoplastique |
| AMC |
(Alkyd Molding Compound) |
|
| AMMA |
Acrylonitrile méthacrylate de méthyle
(Acrylonitrile Methyl Methacrylate ) |
thermoplastique |
| ASA |
(Acrylonitrile Styrene Acrylate) |
|
| CA |
Acétate de cellulose
(Cellulose Acetate) |
thermoplastique |
| CAB |
Acétobutyrate de Cellulose
(Cellulose Acetate Butyrate) |
|
| CAP |
AcétoPropionate de Cellulose
(Cellulose Acetate Propionate) |
|
| DAP |
Phthalate de Diallyle
(Diallyl Phthalate) |
|
| DMC |
(Dough Molding Compound) |
|
| E/P |
Plastique Ethylène/Propylène copolymère
(Ethylene/Propylene) |
thermoplastique |
| ETFE |
(Ethylene/Tetrafluoroethylene) |
thermoplastique |
| EVAC |
Ethylene-Vinyl Acetate (EVA)
(Ethylene/Vinyl Acetate) |
thermoplastique |
| EVOH |
Ethylene- Alcool Vinylique (EVA)
(Ethylene-Vinyl Alcohol ) |
thermoplastique |
| EP |
époxydes
(Epoxy) |
thermodurcissable |
| FEP |
Perfluoro(Ethylène-Propylène),ex-PFEP
(Perfluoroethylene Propylene) |
|
| LCP |
Polymère à cristaux liquides
(Liquid Crystal Polymer) |
|
| M/P |
(Melamine/Phenolic) |
thermodurcissable |
| MABS |
Methyl-Methacrylate-Acrylonitrile-Butadiene-Styrene
(Methyl Methacrylate Butadiene Styrene) |
thermoplastique |
| MC |
Méthyl cellulose
(Dough Molding Compound) |
thermoplastique |
| MF |
Résine Mélamine-Formaldéhyde
(Melamine-Formaldehyde) |
|
| MBS |
Methyl-Methacrylate-Butadiene-Styrene
(Methyl Methacrylate Butadiene Styrene) |
thermoplastique |
| PA |
Polyamide
(Polyamide (Nylon) ) |
thermoplastique |
| PAI |
Polyamide Imide
(Polyamide Imide) |
thermoplastique |
| PAR |
Polyarylate
(Polyarylate) |
|
| PBR |
Caoutchouc Butadiène-vinylpyridine
(Polybutadiene-vinylpyridine Rubber) |
caoutchouc synthétique spécial |
| PBT |
(Polyester) Polybutylène Téréphthalate
(Polybutylene Terephthalate (polyester) |
thermoplastique |
| PC |
Polycarbonate
(Polycarbonate) |
thermoplastique |
| PC/A |
(Polycarbonate/Acrylic) |
|
| PCTFE |
Polychlorotrifluoroéthylène
(Polychlorotrifluoroethylene) |
|
| PE |
Polyéthylène
(Polyethylene) |
thermoplastique |
| PEC |
Polyestercarbonate
(Polyestercarbonate) |
thermoplastique |
| PEEK |
Polyétheréthercétone
(Polyetheretherketone) |
thermoplastique |
| PEEST |
Polyétherester
(Polyétherester) |
thermoplastique |
| PEI |
Polyéther Imide
(Polyether Imide) |
|
| PEK |
Polyéthercétone
(Polyetherketone) |
thermoplastique |
| PEN |
Polyester: Poly(naphtalate d'éthylène)
(Poly Ethylene naphtalate Polyester) |
thermoplastique |
| PESU |
Polyéthersulfone
(Polyethersulfone) |
thermoplastique |
| PET |
Polyester: Poly(éthylène téréphthalate)
(Polyethylene Terephthalate) |
thermoplastique |
| PETP | (Poly)térephtalate de polyéthylène | thermoplastique |
| PF |
Phénoplaste
Résine phénol-formaldéhyde
(Phenol-Formaldehyde (Phenolic) ) |
thermodurcissable |
| PFA |
Polymère Perfluoro Alcoxyl Alcane
(Perfluoro Alkoxyl Alkene) |
thermoplastique |
| PI |
Polyimide
(Polyimide) |
thermoplastique |
| PK |
Polycétone
(Polyketone) |
thermoplastique |
| PMMA |
Polyméthacrylate de méthyle
(Polymethyl Methacrylate) |
thermoplastique |
| PMP |
Polyméthyl Pentène
(Polymethyl Pentene) |
thermoplastique |
| POM |
Polyoxyméthylène
, polyacétal
(Polyoxymethylene (Acetal) ) |
thermoplastique |
| PP |
Polypropylène
(Polypropylene) |
thermoplastique |
| PP/EPDM |
Alliage Polypropylène /EPDM
(Polypropylene/EPDM thermoplastic rubber) |
caoutchouc thermoplastique |
| PPE |
Poly(phénylène Ether)
(Polyphenylene Ether) |
thermoplastique |
| PPOX |
Poly(oxyde de propylène)
(Polyphenylene Oxide) |
thermoplastique |
| PPHOX |
(Polyphenylene Oxide) |
|
| PPS |
Poly(Sulfure de phénylène)
(Polyphenylene Sulfide) |
thermoplastique |
| PS et PSB |
Polystyrène
(Polystyrene) |
thermoplastique |
| PSU |
Polysulfone
(Polysulfone) |
thermoplastique |
| PTFE |
Polytétrafluoréthylène
(Polytetrafluoroethylene) |
thermoplastique |
| PUR |
Polyuréthane
(Polyurethane) |
thermodurcissable |
| PVAC |
Poly(Acétate de vinyle)
(Polyvinyl Acetate) |
thermoplastique |
| PVC |
Poly(Chlorure de vinyle)
(Polyvinyl Chloride) |
thermoplastique |
| PVDF |
Poly(Fluorure de vinylidène)
(Polyvinylidene Fluoride) |
thermoplastique |
| PVF |
Poly(Fluorure de vinyle)
(Polyvinyl Fluoride) |
thermoplastique |
| S/B |
Poly(Styrène-Butadiène)
(Styrene/Butadiene) |
thermoplastique |
| S/MMA |
(Styrene/Methylmethacrylate) |
|
| SI |
(Silicone Rubber) |
silicone thermoplastique |
| SIR |
(Silicone Molding Compound) |
caoutchouc |
|
SMAH
SM/A, SMA |
Styrène Anhydride Maléique
(Styrene Maleic Anhydride) |
thermoplastique |
| SMC |
(Sheet Molding Compound) |
|
| TEE |
(Thermo Elastomeric) |
|
| UF |
Résine Urée-Formaldéhyde
(Urea-Formaldehyde) |
thermodurcissable |
| UP |
Polyester
non saturé
(Unsaturated Polyester) |
thermodurcissable |
| VE |
Résine ester vinylique
(Vinylic Ester resin) |
thermoplastique |