Apollo Seiko
Wolf
Ceia
Leisto
Pannes de fer à souder LEISTO
PANNES POUR ROBOTS
PANNES POUR FERS MANUELS

PANNES SUR MESURE

Leisto est l'un des principaux fabricants de pannes de fer à souder.
Nous proposons des pannes standard et des modèles personnalisés.
AVANTAGES DES PANNES LEISTO
Longue durée de vie : L'utilisation d'une panne de haute qualité augmente la vitesse de brasage et diminue le coût total de fabrication.
Des températures plus élevées et des alliages plus riches en étain, ce qui est classique dans le procédé de brasage sans plomb, pénalisent fortement la durée de vie des pannes.
Le fait d'avoir une panne à longue durée de vie réduit les changements et le nombre total de pannes utilisées en production.
Récupération rapide de l'énergie : Ces pannes de brasage sont fabriquées à partir de cuivre de qualité supérieure hautement conducteur thermique pour transmettre la chaleur dans les meilleures conditions. Cette récupération de chaleur rapide permet de braser davantage de joints par minute, réduisant ainsi le temps et les coûts de fabrication.
Il existe 2 gammes de pannes :
Pannes de robot de soudure du commerce
Pannes de fer sur mesure.
Les pannes de brasage adaptables LEISTO adoptent une conception de chauffe à courant haute fréquence, ce qui assure une chauffe rapide et une excellente efficacité du brasage.
Conception du capteur au plus près de la panne, température précise, rétablissement thermique rapide.
Détails des modèles pour robot de soudure
Structure d'une panne de fer
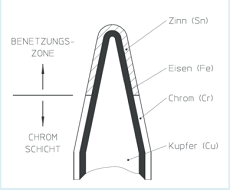 Noyau en cuivre
Noyau en cuivre
Cuivre au tellure, un matériau qui résiste à l'oxydation et qui est facile à utiliser.
Il garantit la conductivité thermique élevée de la panne.
Couche de fer
Appliquée par galvanisation, cette couche protège la panne de l'usure. Le taux de dissolution de la couche de fer est d'un micron pour 40 à 50 cycles de brasage.
Par contre, l'augmentation de l'épaisseur de la couche de fer réduit la qualité du transfert thermique.
Couche de chrome
Appliquée par galvanisation, cette couche est se trouve sur la partie non étamée de la panne. Permet de délimiter la zone mouillable étamée.
Zone de travail étamée
L'étamage sans plomb est appliqué par galvanisation ou par trempage.
L'étamage garantit l'activation et la bonne mouillabilité à la livraison du matériel.
Il contribue à la bonne transmission thermique vers la pièce à braser.
L'intermétallique entre la couche de fer (Fe) et l'étamage à base d'étain (Sn) est requis pour la zone mouillable.
La structure du composé intermétallique permet de garantir la bonne tenue de l'étamage sur la panne.
A l'usage et avec la haute température, la quantité de composés intermétalliques va augmenter ce qui aboutira à plus de migration de matière, donc à l'augmentation de la corrosion et à l'oxydation de la panne.

Oxydation des pannes
L'oxydation des pannes est liée à l'oxygène de l'air qui crée une oxydation sur la surface externe de la panne.
Rapidement, cette surface oxydée ne peut plus être réactivée par le flux présent dans le fil d'étain, et devient impossible à mouiller ou à étamer. L'étain n'accroche plus sur la panne.
La transmission de chaleur d'une panne "non mouillée" est très faible.
Le risque d'oxydation accroît avec l'augmentation de la température de la panne (moins d'une minute à 450 °C).
Un revêtement approprié de la panne permettra de réduire l'effet d'oxydation.
L'entretien régulier de la panne limite fortement son risque d'oxydation
(gestion des températures, nettoyage, fonction stand-by, activateur de panne).