Avec la démocratisation des semi-conducteurs, le nombre de produits électroniques qui nous entourent est en très forte
augmentation. Il y a dans notre environnement de plus en plus de cartes électroniques qui sont intégrées dans des sous
ensembles tels que les capteurs, les unités de commande ou de contrôle. Ces sous ensembles se retrouvent à la fois
dans l'industrie et chez les particuliers dans les équipements domestiques et dans les équipements embarqués dans
les automobiles.
L'une des conséquences est que la diversité des connexions électriques est en très forte augmentation.
La réalisation de certaines connexions peut être difficile à maîtriser et c'est fréquemment un point
bloquant pour automatiser entièrement la fabrication d'un produit. Ces connexions sont réalisées
entre des circuits imprimés, des composants électroniques, des composants électromécaniques, des connecteurs.
Une technique pour réaliser les connexions est le brasage avec un apport d'alliage à base
d'étain. La souplesse d'un brasage garantit une meilleure tenue aux vibrations qu'un composant soudé électriquement.
Mais toutes les connexions ne pourront pas forcément être réalisées avec les méthodes classiques de brasage à la vague
ou par refusion. Cela se vérifie tout particulièrement lorsque les sous-ensembles comprennent une carte électronique
placée dans un réceptacle trois dimensions de forme creuse. Les industriels doivent alors rechercher des procédures
de brasage adaptées et forcément spécifiques comme le brasage par fer, induction,
air chaud, vague sélective et laser.
Parmi tous ces procédés, c'est incontestablement le brasage laser qui a aujourd'hui la plus forte
évolution en nombres d'applications.
Depuis 2006, il faut prendre en compte de nouvelles exigences avec l'utilisation des alliages
sans plomb. Les températures de brasage seront plus élevées et l'apport de puissance immédiat procuré par un laser
devient un atout particulièrement important.
L'historique du brasage laser
Les applications laser existent depuis plus de 15 ans. Cette technologie était toutefois coûteuse et exigeait
une maîtrise technique difficilement compatible avec une intégration dans une ligne de production.
La régularité et la répétitivité des brasages étaient très difficiles à atteindre. Il fallait ajuster régulièrement
les nombreux paramètres de brasage et cela s'est souvent traduit par des échecs industriels.
Les lasers étaient de type Nd-Yag (Neodymium-doped Yttrium aluminium garnet). Ce n'est qu'avec le développement
de la diode laser à grande puissance que le laser a réussi à s'imposer par rapport aux autres techniques
de brasage sélectif.
Les lasers à diodes ont en effet deux avantages importants par rapport au
laser ND-Yag :
Le premier avantage est une longueur d'onde adaptée pour le brasage à l'étain.
Lors du tir laser, le transfert thermique produit par le
rayonnement du laser dans les connexions et dans l'alliage doit être optimal. Avec les matériaux utilisés dans
l'industrie électronique, les calculs montrent que le rayonnement sera d'autant
mieux absorbé que la longueur d'onde sera proche de la lumière visible. Avec une longueur d'onde comprise
entre 800 et 820 nm, les lasers à diodes sont très proches de la longueur d'onde optimale. En pratique, on constate
que le transfert thermique ne présente aucune différence entre le
rayonnement d'une diode laser et le rayonnement de la lumière visible.
Le deuxième avantage est que le prix d'acquisition du module laser à diodes est relativement intéressant (environ 150 Euro par Watt).
Principes du brasage laser
Dans un premier temps le laser préchauffe les connexions. Le brasage sera réalisé par un apport d'alliage
fondu par le rayon laser autour des connexions.
Il y a différentes façons de réaliser l'apport d'alliage.
Première possibilité :
L'alliage se présente sous la forme d'une bobine de fil. Le fil est un alliage à base d'étain
qui comprend en son centre un ou plusieurs canaux de flux. La quantité nécessaire de fil est alors déroulée
automatiquement par un mécanisme approprié vers les connexions à braser. La tête laser est montée dans
un robot SCARA ou cartésien 4 axes et brase les connexions l'une après l'autre.
Deuxième possibilité :
Le fil est remplacé par un dépôt de crème à braser préalablement déposé sur les connexions. Dans ce cas,
le rayon laser peut être dirigé par un scanner ce qui permet de braser simultanément toutes les connexions.
Troisième possibilité :
Utilisation des préformes d'alliage. Les préformes sont des gabarits d'alliage qui épousent la forme de
la plage d'accueil. Ce processus est très peu utilisé car il est pénalisé par le prix élevé des préformes
et par la difficulté d'automatiser le placement des préformes sur les plages d'accueil.
Quatrième possibilité :
Les connexions sont directement brasées sur des plages d'accueil pré-étamées (voir l'exemple suivant).
Brasage d'un servomoteur monté en surface sur une carte équipée de composants montés en surface (CMS)
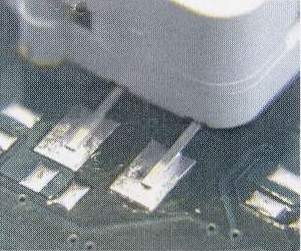
L'alliage est de la crème à braser qui a été déposée sur les plages d'accueils. Les composants
CMS sont assemblés puis la carte est passée dans un four de refusion
pour la phase de brasage des CMS.
Le servomoteur est positionné sur les plages et le laser est utilisé pour fondre l'alliage.
Le brasage est donc une refusion localisée. Une pression verticale sur le servomoteur
est nécessaire pour s'assurer que les broches s'enfoncent dans l'alliage en fusion.
Le contrôle de la température
Le laser procure une énergie connue aux connections mais ne donne pas d'indication sur les températures atteintes.
La première idée fût de contrôler la température pendant la phase de brasage. Des études ont été menées dans ce
sens mais n'ont pas donné de résultats réellement satisfaisants. L'objectif était d'asservir en temps réel la
puissance du laser en fonction de la température mesurée. Il y a plusieurs raisons qui expliquent les difficultés
pour réaliser cet asservissement :
- Il n'existe pas d'appareil de mesure de température industrialisable qui ait un coût raisonnable et
qui réponde parfaitement au besoin.
En effet, les surfaces disponibles pour mesurer la température sont souvent trop petites car la dimension d'une plage
de soudure n'est que de quelques mm². Il faut utiliser un appareil qui soit sans contact avec une petite
surface d'impact et qui a une visée très précise. Le pyromètre infra rouge à guidée laser est l'appareil qui
se rapproche le plus du besoin sans y répondre totalement.
- La valeur de la température mesurée est une valeur moyenne car les gradients de température
dans la connexion ne seront pas mesurables.
- L'émissivité de l'alliage fluctue pendant la phase de fusion mais la valeur du facteur d'émissivité
de l'appareil est fixe pendant le brasage.
- La durée typique pour un brasage par laser est d'environ une seconde. Ce temps est court et impose un
asservissement et une acquisition des mesures très rapide.
La société Wolf basée à Freudenstadt en foret noire allemande est un pionnier dans l'industrialisation des
systèmes de brasage par laser. Les premiers utilisateurs de laser Wolf ont demandé que l'on réalise
un asservissement du laser en température. Le pyromètre infra rouge à visée laser avec émissivité réglable est
le moyen de mesure qui a été utilisé pour réaliser les plans d'expériences. Ces plans d'expériences ont été
faits sur différents produits et ont montré qu'il était quasiment impossible de stabiliser le processus de brasage par
un asservissement en température. Les raisons proviennent des difficultés citées précédemment. La société Wolf
a fait le choix technique d'un asservissement du laser en énergie. Dans ce cas l'utilisateur devra
qualifier technologiquement le produit fini et ensuite le paramétrage de la machine laser devra être figé.
Pour la phase de qualification du produit, on pourra utiliser des enregistreurs reliés à des thermocouples pour suivre
l'évolution de la température sur les plages d'accueils. On pourra réaliser des analyses en coupe au niveau des ménisques de soudure
pour s'assurer qu'il
n'y a pas de délamination entre les plages d'accueil et le substrat du circuit imprimé.
Dans certaines applications lorsque les plages d'accueils sont suffisamment larges, les lasers pourront être
équipés d'un pyromètre qui effectue une surveillance de la température. La fonction de cette
surveillance est de donner une alarme en cas de dérive inattendue de la température maximum pendant le brasage mais pas d'agir
sur la puissance du laser.
Comment stabiliser le processus ?
Certaines problématiques doivent être abordées pour garantir la stabilité des brasages dans le temps :
- Contrôler la puissance du laser
Pour des applications électroniques, les diodes laser ont une durée de vie moyenne comprise entre
15 000 et 25 000 heures. Cela permet de réaliser jusqu'à 90 millions de brasage à qualité constante.
Il est néanmoins important de contrôler très régulièrement la puissance du laser pour suivre et corriger
les baisses de puissance du laser.
- Parfaitement positionner la pièce
La position de la pièce sous le laser doit être extrêmement précise et répétitive d'une pièce à l'autre. Dans le cas de la réalisation
d'un outillage pour positionner la pièce, la qualité des études mécaniques et la précision de la réalisation sont des points capitaux.
- Connaître la forme de l'impact laser
La forme du point d'impact doit être constante et si possible connue.
La forme du spot laser n'est pas connue à la sortie d'un module à diodes laser et sera différente d'un module laser
à une autre. Une solution simple consiste à connecter
la sortie du laser avec une fibre optique. Apres le passage du rayon dans la fibre, la forme du spot laser sera
circulaire avec un diamètre minimum égal au diamètre de la fibre optique. La fibre optique joue donc le rôle
de filtre. De plus, elle permet de déplacer facilement le faisceau laser sans avoir à déplacer la totalité de
l'unité laser. L'avantage du laser fibré est évident. Deux machines brasant le même produit auront les mêmes
paramétrages. Dans le cas du remplacement du module laser, les paramètres de brasage resteront
inchangés.
- Garantir la qualité des pièces à braser.
La qualité des circuits, des composants à braser et des alliages doit être constante dans le temps.
Lorsque toutes ces conditions sont remplies, le processus de brasage est stable et reproductible. Une fois que le
processus de brasage est qualifié, des résultats supérieurs à tous les autres procédés de brasage seront atteints.
Nous l'avons vérifié avec les utilisateurs de machines laser qui n'ont plus quasiment plus d'intervention à faire
pendant la production. Les seules interventions se limitent aux opérations de nettoyage et de changement
des bobines de fil.
Actuellement les principaux utilisateurs de machines laser sont des sous-traitants pour l'industrie automobile
qui ont des exigences de qualité extrêmement élevées.
Défauts résiduels
Il restera toujours des défauts de brasage en sortie de la machine.
Voici une liste des causes possibles de défauts et les solutions que l'on devra apporter :
- Pollution de la lentille émettrice du laser par les fumées et les projections de flux. Pour pallier ce problème,
il faudra protéger la lentille et nettoyer ou changer cette protection lorsqu'elle est sale. Par sécurité,
un Wattmètre de contrôle de la puissance du laser devra
être intégré à la machine et la puissance du laser sera régulièrement et automatiquement vérifiée.
- Température de brasage non atteinte suite à des dispersions de chaleur dans les pièces à braser. Dans ce cas, il faut
envisager un préchauffage de la pièce avant la phase de brasage.
- Défaut du mouvement d'avance de fil. Le fil heurte une zone froide et se déroule sans être fondu par le rayon laser.
Cela peut provenir d'un mauvais positionnement de la pièce sous le laser. Comme nous l'avons indiqué précédemment,
la réalisation de l'empreinte de posage de la pièce doit être très précise.
- Brûlure du circuit car le tir laser est décalé. La précision sur la position de l'objet à braser sous le laser
n'est pas respectée. Ce point est généralement la raison de la majeure partie des défauts rencontrés. Lorsqu'il n'est
pas possible d'obtenir une précision mécanique suffisante, la mesure du positionnement de chaque pièce
avec la correction automatique de la position du laser avant le tir devront être intégrées à l'équipement.
Contrôle optique
Le contrôle optique est utilisé pour mesurer de la position des pièces lorsque les tolérances mécaniques sont
supérieures à quelques 1/10 mm. Le recentrage est calculé par le système vision. La solution consiste à placer une
caméra CCD sur la tête laser. Cette caméra sera couplée à un système d'analyse et de traitement d'images capable
de mesurer les offsets de positionnement. Le laser se recentrera de l'offset réel de chaque pièce
avant d'effectuer les tirs.
Analyse optique du joint de brasage
Le système de vision pourra contrôler automatiquement la bonne réalisation
de chaque ménisque de soudure. Le contrôle automatique des joints brasés n'est en général pas une tâche facile à
stabiliser dans le temps. L'avantage d'intégrer cet outil dans l'équipement de brasage est indéniable.
En effet, les algorithmes de l'analyse optique seront validés en même temps que le brasage.
Les résultats sont en général très supérieurs à ce que l'on obtient avec une machine de vision standard prévue
pour contrôler tous les types de brasage. Le taux de faux défaut est donc faible. On peut raisonnablement penser
que l'intégration des systèmes de traitement d'images sera de plus en plus fréquent dans les machines de brasage.
Les caractéristiques des lasers utilisés pour les applications de brasage sont les suivantes :
Longueur d'onde du rayonnement de laser 808 nm
Puissance maximum du laser de 50 W à 75 W
Focale minimum du laser de 800 µm
Forme du point de focale : rond, ovale, ligne
Fourniture d'un rayon pilote avec une longueur d'onde visible permettant de vérifier les points d'impacts du laser
Unité laser capable de fonctionner dans des conditions d'environnement d'une usine de production
Distance de la focale supérieure à 80 mm
Système d'asservissement en puissance des diodes laser.
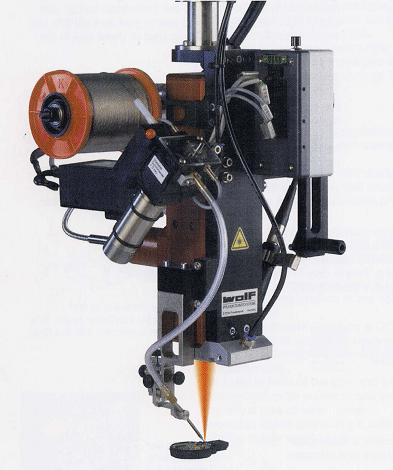
Tête de brasage laser
Surcoût du laser par rapport à un robot fer
Le prix des diodes laser à grande puissance génère un surcoût lors de l'investissement de l'équipement par rapport à un
robot à pannes. Si l'on comptabilise les avantages au niveau de la maintenance ainsi que le coût des pannes changées,
ce surcoût disparaît rapidement. De plus avec les nouvelles normes de brasage sans plomb qui nécessitent de braser à une température supérieure,
la durée de vie des pannes est réduite.
Le fait que les diodes laser soient de plus en plus utilisées dans les équipements de soudure thermoplastique et tend à réduire le prix
des modules diodes laser. L'écart de prix entre un robot à panne et un robot laser va donc se réduire dans le temps.
Perspective du brasage laser
Le brasage laser est devenu un processus de brasage sélectif mature.
Il s'impose comme un procédé de
brasage alternatif majeur grâce à sa précision et sa stabilité dans le temps.
Ainsi, les nouveaux produits miniaturisés
brasés manuellement deviennent brasables de façon automatique avec une qualité irréprochable.
Frederic Pierson
Orion industry, le 25 janvier 2007
Article Electronique MAG :
A suivre la deuxième génération de machines de brasage par laser
Retour